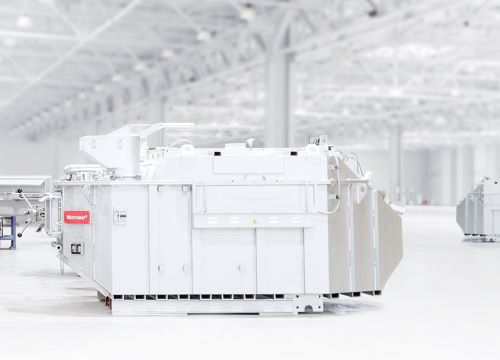
The original Westomat® for every light metal foundry: The cleanest dosing system.
Original Dosing Furnaces
The crucible-free Westomat dosing furnace is a clean, closed holding and dosing system for liquid aluminium. The Westomat has virtually become synonymous with “dosing furnaces”.